
 当前位置:
当前位置:

 热门推荐
热门推荐


 推荐新闻
推荐新闻



 在线留言
在线留言 详情内容
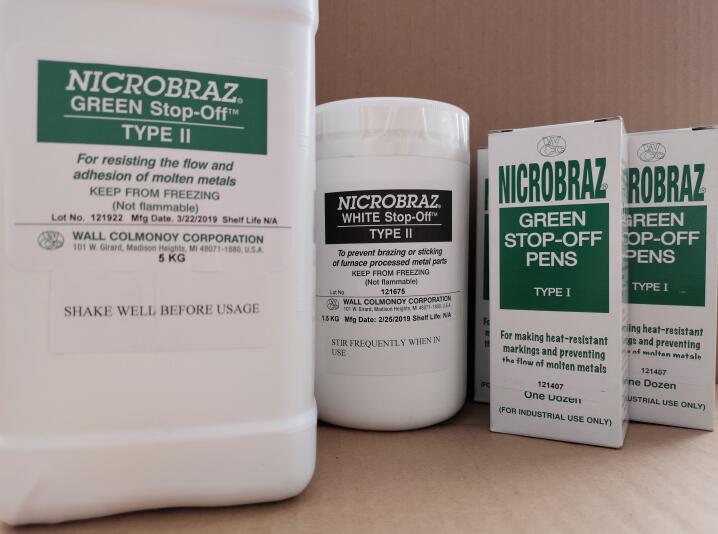
详情内容 Nicrobraz Stop-Off Materials
(阻 钎 剂)

这种化学物质在焊接和热处理过程中,防止溢出的钎料流出或者焊接那些不需要焊接的地方。
Nicrobraz Stop-Off材料,可以用来保护母材的表面免受熔化后的钎料污染,也可以保护母材表面不需要焊接的部位受到焊接。因为使用的环境和材料不一样,不同的Nicrobraz Stop-Off 的组成成分是不一样的。需要注意的是,所有的阻焊剂的使用效果都是很好的,所以不能让阻焊剂流入到需要焊接的焊接面,因为如果这样的情况发生的话,流入点就不会发生焊接。
Nicrobraz Green Stop-Off和Nicrobraz Yellow Stop-Off是一种用在表面焊接过程中使用的材料,它可以有效地阻止高温熔化后的钎料流入焊接面,从而污染焊接面。它可以阻止钎料的流动和渗透。
Nicrobraz Red,White,Orange和Blue Stop-Off这些阻焊剂都是混合物,它可以用来阻止那些不同母材之间的焊接。它们可以有效地阻止熔化后的钎料流入到不需要焊接的地方。尽管如此,在一些比较特殊的场合中,由于真空效果很出色,这样可能导致一定的钎料越过阻焊剂的阻挡。这些阻焊材料适合用在任何焊接环境下,包括真空,同时也适用于任何材质做的母材。
Orang和Blue Stop-Off这两款阻焊剂被推荐用于焊接那种真空度很高,焊接母材为钛,锆等类似金属的时候,来进行阻焊。
Nicrobraz Stop-Offs 有好几种样式。
型号1:
溶剂型的阻焊剂是易燃的,所以在使用的时候要注意以下几点。首先,它在使用的时候需要特别的小心。其次,它在使用的过程中,需要确保周围的环境是可以通风的。
型号2:
水基的产品它相对来说要好很多,它没有那种令人厌恶的气味同时也是不易燃烧的。(在使用之前可以先看上面的说明,那上面有详细的如何储存和如何使用的说明方式)。
Stop-Offs 在焊接的时候使用效果很好,不管是控制真空炉中的环境还是在火焰焊接的时候控制流量。焊剂中的一些特殊成分,可能会跟阻焊剂中的一些成分发生反应,这样的话就会降低阻焊剂的阻焊效果,同时它反应后的残留物也很难去除。为了使焊接的效果.佳,必须在不需要焊接的地方都涂上阻焊剂,涂了阻焊剂之后,其下面的母材必须变得不那么看的出来。
Nicrobraz Stop-Off
Green
焊接面的保护,防止熔化后的钎料渗透到阻焊面。也可以用在表面覆膜过程中,当作记号点。
型号1 溶剂型
型号2 水剂型
型号3 水剂型的笔
Yellow
一般被用在真空焊接和火焰钎焊中,也可以被用在熔融盐槽的沾焊中。可以被用在除了和它起反应的金属外的任何金属焊接中。
型号2 水剂型
White
作为一种混合物。它是一种专门设计用在真空焊接中的,它可以有效地防止焊接面发生焊接事故。可以阻止熔化后的钎料到处流动。焊接后的残渣可以很容易的移除。
粉末 可以单独使用也可以和Nicrobraz Cement 一起使用
型号1 溶剂型
型号2 水剂型
Red
作为一种和阻焊钎料的混合的一种混合物。它可以用在任何母金属的焊接中。完全可以用在真空焊接中。焊接之后的残留物可以轻易移除。可以进行一定的稀释。
型号2 水剂型
Orange
可以有效防止在焊接过程中,溶化后的钎料流入到不需要焊接的地方,从而污染焊接面。特别的高温真空设计,使得它特别适合用在钛和锆材的焊接中。使用超塑性的运作。
型号1 溶剂型
型号2 水剂型
Blue
可以用在焊接温度特别高的情况下。特别适合用于母金属中,如钛,锆。
Yellow Stop-Off Ⅱ
这是一种水剂的阻焊剂,一般用在真空焊接中,它的主要作用是防止熔化后的钎料流入到焊接过程中不需要焊接的地方,比如螺纹,洞和高温铸件的表面。这种阻焊材料是由Green Stop-Off和很容易移除的White Stop-Off混合而成的。
使用介绍
它可以用在任何母材的焊接之中(除了起反应的材料,比如钛和锆),对焊接方法和钎料也没有什么要求。当它使用在镍基,铜基,银基的钎料中的时候,它的阻焊效果特别明显。它可以和焊剂一起使用,用在可控的真空钎料和火焰焊接中,也可以用在铝的熔融盐槽中。当使用焊剂的时候,Stop-Off的量应该稍微大一点,而焊剂就稍微少一些。较多的焊剂会降低阻焊接的阻焊效果。
去除程序
Yellow Stop-Off在焊接之后的残留物对焊接面是没有害处的,因此也不一定要去除。当然如果一定要除掉的话可以使用以下几种方式:1)喷钢砂处理 2)用钢丝刷清理 3)调配一种溶液,溶液中含有10%的硝酸,2%氢氟酸,然后将溶液加热到65度。
White Stop-Off
Nicrobraz White Stop-Off是一种混合的阻焊料,它可以有效地防止在真空焊接过程中,母材跟钎料的接触面发生污染。在真空焊接加热的过程中,它可以用来防止放在一起的母材发生烧结或者结合。在焊接的时候,它专门用来防止母材或者钎料受到污染。它可以被用在真空焊接中,既可以防止污染物的产生,也可以防止引起不必要的除气作用。它有以下三种形式:
粉末――粉末形式的Nicrobraz520溶合粘结剂(见数据单2.2.2.2)或Nicrobraz 650水基粘结剂(见数据表2.2.2.1)一起混合使用。而粉末和Cement之间的比例需要根据需要来做。混合物可以通过刷子,滴眼器或者一种特定的喷枪来取用。在使用之前需要搅动一定时间,用以确保混合物的均匀性。
溶剂型――Nicrobraz White Stop-Off如果均匀性很好,可以直接通过刷子,滴眼器或者一种特定的喷枪来使用。通过使用稀释剂或者丙酮,可以对它的浓度进行调整,当然这两者都是易燃物品。使用的时候,应该加足阻焊剂,用以防止母金属从阻焊剂处渗透出来。
水剂型――这是一种粘性很强的材料,它一般通过注射器来取用,可以涂在洞口,用以防止溶化后的钎料的随意流动。它可以通过加水来稀释,然后通过刷子,滴眼器,或者喷射系统来取用。它具有良好的覆盖能力,是完全没有气味和不易燃的。
去除残渣的程序
在焊接结束后的White Stop-Off残留物,可以通过刷子轻易的擦去。任何和White Stop-Off一起混合的Nicrobraz粘结剂在加热的过程中可以轻易彻底的气化掉,只留下粉末在焊接面上。为了移除那些残留在比较复杂的位置上的粉末,可以用一种专门调配的溶液调配一种溶液,溶液中含有10%的硝酸,2%氢氟酸,然后将溶液加热到65度,这种方式来去除残留物。
使用举例
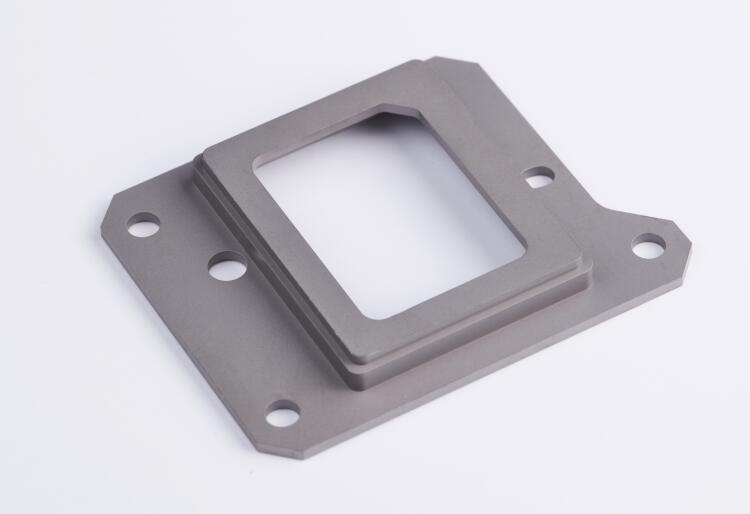
图4描述了如何使用一种用Nicrobraz White Stop-Off和Nicrobraz 粘结剂混合而成的糊状物通过刷子,涂抹在一个金属部件上,防止部件在热处理过程中出现问题。因为经过这样的处理,在加热的过程中,部件不会彼此粘合。在焊接结束之后,Stop-Off的残留物可以通过刷子等工具轻易的去除。
Red Stop-Off Type Ⅱ
Nicrobraz Red Stop-Off Ⅱ(水剂型)是一种专门用在真空焊接中的混合物。它也可以成为溶化钎料的一种障碍。它可以用在任何母材上面,适合用在任何焊接之中。它是一种化学溶剂,这样可以确保焊接后的残留物可以轻易的移除,这样使得它也很适合用在内部小洞,螺纹,线刷或者别的部件中。在高温环境中,它不会污染真空炉中的气体,不管是真空,纯氢气还是别的惰性气体。
Red Stop-Off Ⅱ可以通过水调整到任何浓度。像Green Stop-Off一样,要刷子取用也是它的主要使用方法,当然也可以通过喷射系统或者滴眼器,丝网印刷等方式来取用。不管采取什么方式来取用,取料的过程中都需要特别的当心,用以保证焊接的准确性。
去除残渣的程序
焊接结束后,如果在焊接面上还有阻焊剂的残渣,可以通过以下几种方式去除掉这些残渣L:1)如果焊接点允许,可以使用刷子来清理2)用一种含有10-15%的硝酸溶液,在温度为50度左右的室温中用来清理奥氏体不锈钢表面的残渣。3)使用一种含10%-15%盐酸溶液,在温度为50度左右的情况下,对那些低碳和合金钢进行清洗。把焊接好的材料放入溶液中比较短的时间对母材是没有损害性的,特别是那些奥氏体钢和奥氏体不锈钢,或者那些软钢。
Orange Stop-Off
Nicrobraz Orange Stop-Off 是一种专门用在核反应材料如钛和锆中的阻焊材料,它可以在真空情况很好的环境中使用。它可以被涂抹在那些不需要钎料的焊接面上或者那些不需要焊接的地方。Orange Stop-Off是一种高纯度的材料制成的,不含有任何污染金属,很高的真空度对它也没有影响。它同时也是一种高效的耐高温的润滑剂,可以防止对焊接面的损伤。
型号1(溶剂型)通过稀释剂或者丙酮,可以对它的黏度进行调整。通常它是通过刷子来取用的,因为这样可以确保安置方位的准确性和安置数量的可控性,在稀释到一定的黏度以后,也可以通过喷射系统或者浸渍来使用。不管采取什么方式来取用,都需要特别的小心,用以防止阻焊剂流入到需要焊接的地方,因为这样的话,流到的地方就不会进行焊接。
型号2(水剂型)它的特性和使用方式跟型号1的使用方式差不多。型号2是通过水来调整黏度的。
去除残渣的步骤
焊接后的残渣可以通过刷子轻易的擦去。而粘结剂在加热的过程中会完全的挥发掉,余下的粉末可以很轻易的去除。
Blue Stop-Off Type Ⅱ
Blue Stop-Off Type Ⅱ(水剂型)是一种特别的专门用在母材中的阻焊材料,如钛,锆,别的超耐热合金,它可以有效地防止熔化后钎料的流动性和钎料粘着在母材上的情况发生。它也是一种高效的塑料型润滑剂,它可以通过一定的移动性来防止焊接接触面之间的损伤。它具有良好的覆盖能力,是无臭和不易燃的。
Blue Stop-Off可以用在超高温度和真空度很好的环境中。由于它是比较纯的原料做成的,Blue Stop-Off不会污染母材和真空炉中的环境。它可以用在一系列的钎料焊接中。
使用方法
Blue Stop-Off可以通过一系列的方法来取用,包括刷子,喷射系统或者蘸取。用刷子取用可以有效地确保用料的数量可控性以及阻焊剂填充的准确性。当使用喷射系统或者蘸取方式取用的时候,需要的阻焊剂进行一定的稀释,用以确保调整到所需要的黏度。
移除残渣的步骤
焊接后的残渣可以通过刷子轻易的擦去。而粘结剂在加热的过程中会完全的挥发掉,余下的粉末可以很轻易的去除。
使用举例
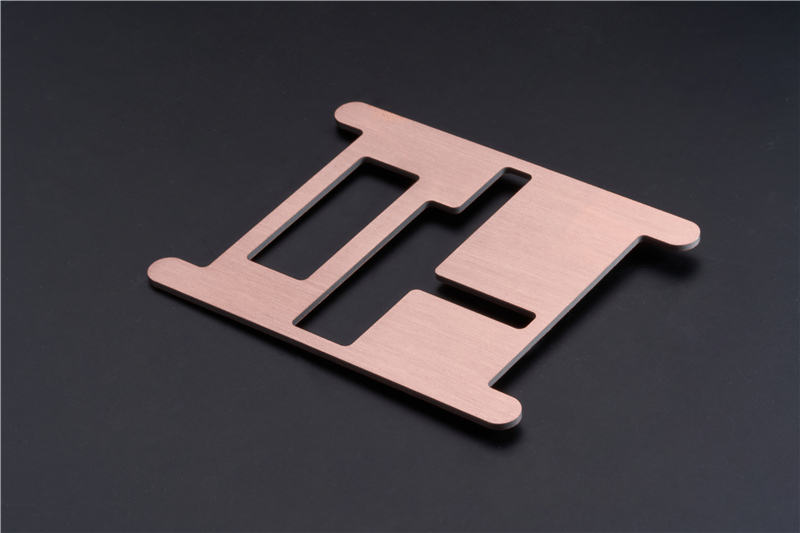
图6显示了一种小型喷气式飞机发动机中的扩散器中的后面凸缘图板。这个金属板是通过12个不同零部件之间通过一次焊接而成的。金属板的凹缘形状是不需要焊接的。通过使用Blue Stop-Off Type Ⅱ就可以有效防止熔化的焊料流入到这个凹槽中。
Green stop off
Green stop off在设计之初的目的就是为了要它具有广泛的适应性。它几乎可以用在各类母金属的焊接过程(除了要跟它起反应的金属,如钛,锆),对焊接的方式也没有什么要求,可以运用在各种钎料的焊接过程中。它现在是.好的阻焊材料,可以提供焊接过程中的钎料无法到达被保护的金属表面的技术支持,从而提供.好的焊接保护。通过限制钎料只停留在要焊接的空隙处,可以有效的减少钎料的用量。除此之外,它的主要功能是保护在焊接过程中那些不需要焊接的地方免受焊接,当我们使用火焰喷射金属涂层的时候,它常常被用来保护相关区域不被覆盖到。
在一般的高温真空钎焊中,Nicrobraz Green Stop off的使用不会污染真空炉中的气体。它主要有以下几种型号。
型号1液体(溶剂型)
运用稀释剂或者丙酮可以调整Green stop off的粘稠度。通常通过刷子来蘸取使用,因为这样可以很好的保证把它放置在正确的位置,同时也能很好的控制放置的数量。如果调整到合适的黏度,也可以使用丝网印刷,喷雾,浸渍等方式来使用。不管使用何种方式,在应用的过程中都需要特别小心,以防止污染了需要焊接的空隙。Nicrobraz Green Stop off就如同在前面中描述的一样,它作为一种阻止钎料在焊接的过程中任意扩散的阻焊剂是特别有效的。当焊接过程中,焊料是液体的时候(就如同火焰焊接一样)。阻焊层应该要宽一点,而与此同时焊料应该相对窄一些。如果焊料填的太多会影响阻焊剂的阻焊效果。(当使用液体焊料的时候,.好使用YELLOW Stop Off)。
型号2(水剂型)
它的使用方式和表现的形式几乎和型号1完全相同。差别在于,型号2是水基的它不需要比较频繁的搅拌,拥有更好的覆盖能力,而且是无嗅的,并且不会燃烧。
Green Stop off型号1还有一种样式,叫做阻焊笔。它的使用变得相当简单。运用这个笔来一划就可以有效的阻挡溶化的焊料溢出。它可以被用在任何金属表面做抗热标识。这个标识在温度达到1650摄氏度之前都不会消失。
移除程序:
焊接结束后,如果在焊接面上还有阻焊剂的残渣,那么这些残渣对焊接面是没有影响的,可以通过以下几种方式去除掉这些残渣L:1)真空爆破2)喷钢砂处理3)用钢丝刷清理 4)(大理石雕像, 铜版等)磨[抛, 擦, 打]光 5)用一种含有10%的硝酸,2%氢氟酸的水溶液加热到65度。
建议使用方式:
使用Nicrobraz green stop off来防止溶化后的焊料流入线,洞,铸件表面等类似地方。它可以被用在各类材质的母金属中,含铁的不含铁的都可以。除非金属材料中含有钛和锆等金属(那些就需要orange 或则blue stop off)。Green stop off适用于做任何焊料的阻焊剂,包括镍基,铜基,银基等等。


